¿Cómo soldar a tope tuberías de PE de gran diámetro?
- participación
- Tiempo de Publicación
- 2022/3/12
Resumen
Este artículo presentará los métodos y precauciones específicos para la soldadura a tope de tuberías de PE de gran diámetro para su referencia.

Las tuberías de PE se caracterizan por su fácil construcción, alta velocidad, resistencia a la corrosión, ausencia de contaminación y larga vida útil. Existen dos métodos principales para la conexión de tuberías de PE: termofusión y electrofusión.
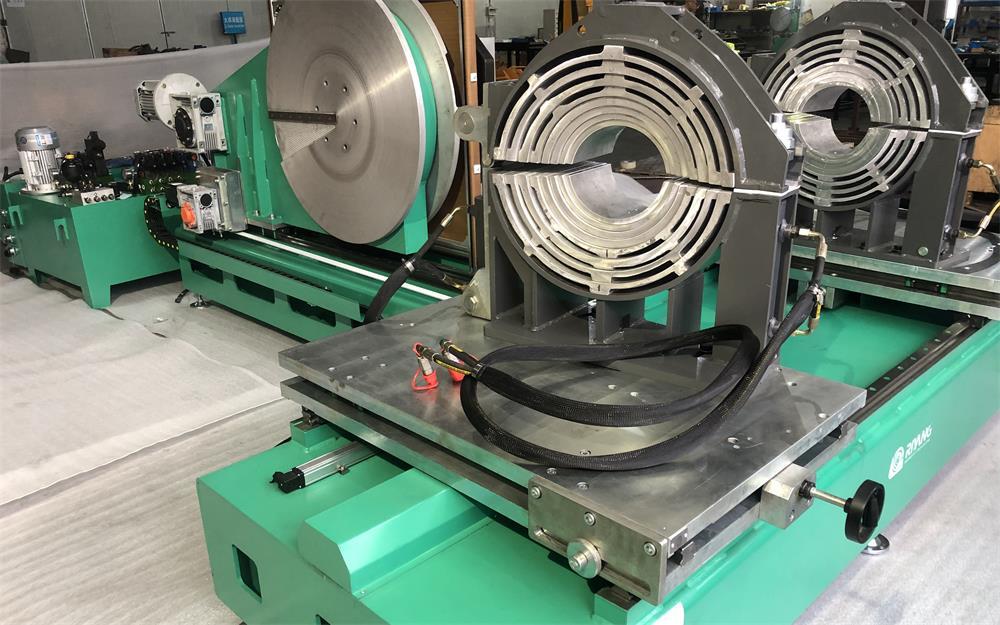
Actualmente, la tubería principal utiliza principalmente una conexión termofusible. El principio de una conexión termofusible consiste en cerrar las superficies de contacto de dos tubos de PE con una herramienta de calentamiento para calentarlas hasta que se fundan. Tras retirar la herramienta de calentamiento, las dos superficies fundidas se cierran y se mantienen bajo presión. La unión se enfría para formar un todo. A continuación, se detallan los pasos para usar una máquina de fusión a tope para conectar tubos de PE de gran diámetro.
1. Preparación del material
(1) Encienda cada parte de la máquina de soldar. Se debe utilizar una corriente alterna de 220 V, 50 Hz, el cambio de voltaje debe estar dentro de ±10%, la fuente de alimentación debe tener un cable de conexión a tierra; al mismo tiempo, la superficie de la placa calefactora debe estar limpia y libre de rayones.
(2) Conecte la estación de bombeo y el bastidor con cables hidráulicos. Antes de conectar, revise y limpie la suciedad en la unión para evitar que entre en el sistema hidráulico y dañe los componentes hidráulicos. Una vez conectado el cable hidráulico, bloquee la unión para evitar que se abra durante el trabajo a alta presión. Introduzca los datos de soldadura según el modo de trabajo seleccionado: diámetro; espesor de pared o valor SDR; ajuste de temperatura de la placa calefactora; código del soldador.
2. Sujeción
Coloque la tubería o los accesorios de PE en una posición plana y colóquelos en la máquina de empalme, dejando un margen de corte suficiente de 10 a 20 mm; de acuerdo con las tuberías y accesorios de PE que se van a soldar, seleccione los accesorios de deslizamiento adecuados, sujete las tuberías y prepárelas para cortar.
3. Corte
Corte las impurezas y las capas de óxido en las secciones de tubería soldadas y en las caras de los extremos de los accesorios de tubería para garantizar que los dos extremos de la unión a tope estén lisos, limpios y libres de impurezas.
(1) Abra el marco, inserte la fresa, gire la perilla de bloqueo y fíjela en el marco. Al arrancar la estación de bombeo, la palanca de control de dirección debe estar en posición neutra. Está estrictamente prohibido arrancar con alta presión.
(2) Inicie la fresa, cierre el accesorio y corte la cara del extremo del conector de la tubería.
(3) Al formar un corte continuo, reduzca la presión, abra el dispositivo de fijación y cierre la fresa. Este proceso debe realizarse en el siguiente orden: primero reduzca la presión, luego abra el dispositivo de fijación y finalmente cierre la fresa.
(4) Retire la fresa, cierre el dispositivo y compruebe la separación entre los dos extremos del tubo de PE (no debe ser mayor de 0,3 mm). Al retirar la fresa del marco, evite que choque con la cara frontal y, si esto ocurre, vuelva a fresarla. No toque la cara frontal fresada con las manos para evitar contaminarla con aceite.
4. Centrado
Verifique la concentricidad de la tubería de PE (la desalineación máxima es del 10 % del espesor de la pared de la tubería). Si la separación entre los extremos y la desalineación no cumplen con los requisitos, la pieza soldada debe volver a sujetarse y fresarse, y el siguiente paso solo se puede realizar después de que esté calificada.
5. Calefacción
(1) Verifique si la temperatura de la placa calefactora es adecuada para 210 ℃ ~ 230 ℃ y que la longitud de fusión de ambos extremos es preferiblemente de 1 ~ 2 mm.
(2) La luz roja indicadora de la placa calefactora debe estar encendida o parpadeando. Después de que la luz roja indicadora de la placa calefactora se encienda por primera vez, espere 10 minutos para que la temperatura de toda la placa calefactora se estabilice.
(3) Pruebe y registre la presión de arrastre P0 del sistema. Es necesario medir la presión de arrastre de cada puerto de soldadura; si esta es demasiado alta, se puede solucionar utilizando almohadillas cortas.
(4) Coloque una placa calefactora con una temperatura adecuada en el soporte, cierre el dispositivo y ajuste la presión del sistema P1. P1 = P0 + presión de costura.
(5) Cuando la protuberancia entre las tuberías de PE sea uniforme y la altura alcance la requerida, reduzca la presión a aproximadamente la presión de arrastre y presione simultáneamente el botón del temporizador endotérmico para iniciar el registro del tiempo endotérmico. P2 = P0 + presión endotérmica (la presión endotérmica es casi cero).
6. Cambio
(1) Retire la placa calefactora, adhiera rápidamente los dos extremos del termofusible y aplique presión. Para garantizar la calidad de la unión a tope, cuanto más corto sea el período de conmutación, mejor.
(2) Una vez transcurrido el tiempo de absorción de calor, encienda rápidamente la máquina y retire la placa calefactora. Al retirarla, evite que choque con la superficie fundida. Si esto ocurre, reinicie el proceso de soldadura una vez que la superficie fundida se haya enfriado por completo.
7. Fusión de glúteos
Esta es la clave de la soldadura. La unión a tope siempre debe realizarse bajo presión de fusión, con un ancho de curvatura de 1 a 2 mm.
8. Enfriamiento
Mantenga constante la presión de acoplamiento y deje que la interfaz se enfríe lentamente. El tiempo de enfriamiento depende de la rugosidad del rizado manual, y no se siente calor.
Cierre el dispositivo rápidamente y, dentro del tiempo especificado, ajuste rápidamente la presión a P3 y pulse el temporizador simultáneamente para registrar el tiempo de enfriamiento. P3 = P0 + presión de enfriamiento. Una vez cerrado el dispositivo, aumente la presión uniformemente, ni demasiado rápido ni demasiado lento, y complétela dentro del tiempo especificado. Para evitar la formación de soldaduras falsas (soldaduras virtuales), mantenga esta presión hasta que la soldadura se enfríe por completo.
9. Acoplamiento completo
Tras el tiempo de enfriamiento, se reduce la presión a cero, se abre la abrazadera, se retira la tubería soldada (accesorio), se retira la máquina de acoplamiento y se prepara de nuevo la siguiente conexión. Antes de descargar la tubería, se debe reducir la presión del sistema a cero; si es necesario mover la máquina de soldadura, se debe retirar el cable hidráulico y se debe realizar a tiempo la protección contra el polvo en la unión.
Si desea saber más sobre las máquinas de soldadura a tope después de leer lo anterior, consulte nuestras noticias anteriores.
RIYANG es un fabricante de máquinas de soldadura a tope con una larga trayectoria. Priorizamos las necesidades de nuestros clientes en todo lo que hacemos, con el objetivo de ofrecerles soluciones eficaces. Para ello, contamos con un equipo de fabricación profesional y un riguroso sistema de inspección de calidad que permite controlar la calidad de nuestros productos en todos los aspectos. Al mismo tiempo, seguiremos adaptando y mejorando nuestra tecnología de I+D y nuestras soluciones de diseño para satisfacer las diversas necesidades de los usuarios rusos. Si desea adquirir nuestra máquina de soldadura a tope con adhesivo termofusible, ¡contáctenos de inmediato!